The analysis shows that with the rapid development of new energy and driverless cars, the function of car gauge chip becomes more and more important, which is an important direction of chip industry application. This paper expounds the relevant verification process, specifications and standards of integrated circuit design companies entering the field of car gauge chips, the relevant reliability verification and failure analysis of car gauge chips, discusses the zero defect target of mass production of car gauge chips, analyzes the problems and limitations in the development of domestic car gauge chips, and looks forward to the development direction. 0 introduction With the in-depth development of automotive electronics and the new four modernizations (electrification, networking, intelligence and sharing) established by the automotive industry, this brings new opportunities for the application of semiconductor chips in the automotive field. In recent years, the demand is developing rapidly, which brings new industrial changes to the automobile market. Make the car gauge chip play an increasingly important role in the application fields such as power control, chassis control and infotainment [1]. In the past five years, the compound annual growth rate of global automotive semiconductor market is about 4.8%, while that of China's automotive semiconductor market is 11.6%. This is mainly because the electronicization degree of new energy vehicles is getting higher and higher, which brings about a substantial increase in the demand of various automotive semiconductors [2]. According to Deloitte's prediction, the revenue of automotive semiconductors will exceed 60 billion USD in 2022 [3], which is bound to attract more chip manufacturers to participate. Compared with consumer electronic chips, car gauge chips are more demanding. (1) Car gauge chips are higher than consumer and industrial chip standards; (2) Car gauge chips have more stringent requirements for working environment, such as temperature, humidity, EMC and harmful gas erosion, which have different requirements according to their different applications; (3) The development and verification of car gauge chip is expensive, with high threshold and long cycle; (4) It needs to pass the corresponding auditing standards. There are two conditions for the gauge chip: (1) it meets the zero-failure supply chain quality management standard IATF 16949; (2) Meet AEC reliability standards pushed by North American automobile industry. Due to the long design cycle and high technical barriers, the whole automobile chip industry is monopolized by foreign giants, such as Infineon and Renesas, which focus on the market segments of high-end automobile chip. At the same time, dozens of chip design companies have emerged in China to become suppliers of automotive electronic chips, with types ranging from driver assistance, central control, battery management, image sensors and signal processors [4]. International traditional car companies, such as Toyota, Ford and Volkswagen, are actively involved in the research and development of automotive electronic chips. Some mainstream car companies in China are also involved in the research and development of chips, such as BYD and SAIC, which take part in chip research and development in various forms and embrace the new revolution of automotive chip industry. It is easier for them to combine their own application scenarios and financial resources to promote the rapid introduction of chip design. Tesla, represented by new energy, has launched FSD chips, and a competition around high-level automatic driving has begun. The automobile industry has accelerated into the era of intelligence. Combining with the huge market of car gauge chips, according to its application characteristics and the standard requirements for entering this field, this paper will focus on discussing the verification conditions of IATF 16949 and AEC reliability standards for entering this field. Through aging screening test and root cause analysis of failed chips, the reliability of car gauge chips can be ensured to achieve the goal of zero failure. Finally, it looks forward to the standardization of the verification specification of the car gauge chip, the comprehensive reliability verification, the efficient aging screening test and the professional failure analysis. 1 Relevant verification of gauge chip 1.1 IATF16949 In the automobile industry, quality certification activities have their own industry certification standards and requirements in all parts of the world, such as VDA6.1 standard of German automobile industry, EAQF standard of France, AVSQ standard of Italy and QS-9000 standard of the United States. The International Automobile Task Force (IATF), established in 1997, cooperated with the International Organization for Standardization (ISO/TC 176) to achieve a unified global quality system standard and certification for the automobile industry. Based on the national automobile industry standards, IATF16949 was formulated and introduced in 1999. IATF 16949 is the latest quality management system standard [5]. IATF16949 is an international automobile group, which is customer-oriented and takes into account its special requirements. In view of some issues that the automobile industry has paid close attention to in recent years, such as automobile safety, new clauses have been added to the standard [6,7]. IATF16949 is applicable to automobile manufacturers and their direct parts suppliers. These manufacturers are directly related to automobile production, which can process manufacturing activities and add value to their products through such activities. For example, in the whole industry chain of chips, wafer factories and packaging factories need to manufacture automobile chips in strict accordance with IATF16949 standard. And those units that only have support functions, such as design and distribution centers, do not need to obtain this certification [8]. 1.2 AEC standard certification A E C: A U T O M O T I V E Electronics Council was established in 1994 by three North American automobile companies (Chrysler, Ford and General Motors) to establish a set of general quality system standards [9]. AEC established the standards of product quality control, promoted the implementation of universality of auto parts, and laid a good foundation for the rapid development of the market. Its specifications mainly include AEC-Q100 (integrated circuit IC), AEC-Q101 (discrete component), AEC-Q102 (discrete photoelectric LED), AEC-Q104 (multi-chip component) and AEC-Q200 (passive component). Among them, AEC-Q100 is a verification specification for IC integrated circuits. Its purpose is to determine the quality and reliability of devices that can meet certain requirements through stress test in application [10].
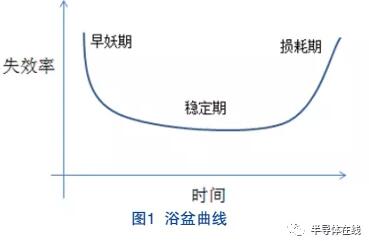
1.2.1Car gauge chip design From the product's use function, working conditions (voltage, frequency range, etc.), and the cell design library technology used in the chip, the circuit design principle is determined to meet the requirements of the car gauge chip. The implementation process can identify potential failure modes, their impact on the system and customers, and determine their severity and possible causes. Considering redundancy design, this design can avoid potential data retention errors in the form of error-correcting codes and replace defective units. Establish a self-testing mechanism, add some path nodes in the circuit for testing through a reasonable testing time of the chip, find out the defective units in time, and carry out relevant treatment to reduce the influence caused by process fluctuation. In the chip design stage, we should start to consider the chip reliability experiment. Using computer-aided engineering analysis and simulation tools can improve the product reliability in a shorter time. Tools such as finite element analysis, thermal analysis and reliability prediction model are being used more and more widely, so that the car gauge chip actively improves the reliability and stability of the device at the beginning of design. 1.2.2Chip manufacturing The main steps of wafer manufacturing include ion implantation, photolithography, etching and coating. In every process, it is necessary to find out the optimal parameters through mathematical statistical research and analysis tools, so as to meet the requirements of improving chip yield and quality. Fab factory can ensure the stability of the process by detecting the specific test parameters, chip number, frequency and other information of each process. 1.2.3chip testing Try to achieve the maximum test coverage in a reasonable time and screen out the defective products in advance to avoid flowing to the client. An important way to test the chip faster and more effectively is through the self-test design of the chip, which can also reduce the dependence on external ATE resources. The standard setting of test limits for good products can be based on the recommendations in AEC_Q004 document and a certain formula of standard deviation of data, static pat limits = robust mean & plus Mn; 6 Robust Sigma。 Through big data analysis, process fluctuation can be controlled to ensure the stability of product quality. This method can be Review and updated regularly. The failure of the product before use is the yield, and the failure of the product during use is the reliability, so the testing of the chip is directly related to the reliability of the chip. The bathtub curve consists of three parts: early demon period, stable period and loss period. Burn-in test is an important step in ATV(Automotive) chip testing. Its main function is to remove the early failure chips of products before the chip is shipped to achieve high reliability of the user. Early stage is the stage with relatively high failure rate. The chip failure is usually caused by inherent defects or problems of the chip, such as design defects, abnormal manufacturing process or inherent defects of materials. These defects will lead to failures related to time and stress, and the failure rate is usually characterized by Dppm. Specifically, the chip should be subjected to 100% aging test for a certain period of time, such as applying bias voltage and high temperature, and then the normal ATE test should be conducted to screen [11]. The stable period in the bathtub curve (Figure 1) represents that the failure rate of the chip is relatively stable during its service life, and its failure is usually described in terms of FIT(failure in time) or MTBF(Mean Time Between Failure) hours. The loss stage indicates that the failure rate of the chip begins to rise due to the internal circuit loss of the chip, which means that the chip has reached its limit service life.
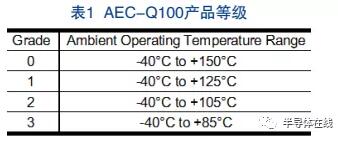
1.2.4 AEC-Q100 chip reliability verification AEC-Q100, as the standard of automobile electronic reliability verification, has the following main purposes: (1) Customers have standards and specifications for reference; (2) The chip supplier can eliminate the potential faults that may exist in the chip. Table 1 shows that AEC-Q100 is divided into different product grades according to the working environment temperature of the device, which is related to the specific application of the chip. The working temperature range of the strictest highest grade standard is-40 ~ 150℃. The supplier needs to continuously optimize the product design, adopt advanced and stable manufacturing and packaging processes, and adopt strict testing procedures to meet the high standard requirements for working temperature and reliability of car gauge chips.
AEC-Q100 defines the verification and related card control standards required by the chip in various stages such as design, manufacturing, packaging, testing and mass production. From the content, it specifically includes 41 tests in 7 categories, as shown in Figure 2, which is the verification process and specification content of AEC-Q100 Rev-H [12]. It can be roughly divided into: Group A (accelerated environmental stress test), Group B (accelerated working life test), Group C (package integrity test), Group D (wafer level reliability test), Group E (electrical verification test), Group F (screenability test) and Group G (sealed package integrity test). At present, AEC-Q100 has become an important specification for car gauge chips. Usually, car gauge chip suppliers need to complete the verification of their projects, and then "self-declare" that their products have passed the relevant verification results. AEC will not give any certification to suppliers. Because of the small number of samples, these tests are necessary and insufficient, reflecting the limitations of this method. The test can be used to deny the usability of devices, but it can't be determined that mass-produced chips meet the use standards in specific scenarios. Therefore, the aging screening test of mass-produced car gauge chips is particularly important, which makes the chips provided to customers in a stable period and improves the reliability of car gauge chips. At the same time, through failure analysis, on the one hand, the root cause of the chip failure can be identified, and corresponding measures can be taken to eradicate the problem; on the other hand, aiming at the inherent defects, we can optimize and tighten the test to screen them out, so as to achieve the goal of zero failure rate of the car gauge chip. 2 Failure of semiconductor is inevitable in the process of research, production and use. Through targeted failure analysis: (1) It can help designers find out the defects in chip design, for example, the result can be verified by FIB circuit repair. (2) We can find out the defects existing in the manufacturing and packaging processes of the chip, and put forward practical improvement schemes. (3) Evaluate the validity of different test vectors, and provide necessary supplement for production test. The failure analysis of the chip is mainly based on the micro-world, observing and analyzing it from the aspects of electricity, physics, chemistry and materials, and finding out the causes of chip failure in essence [13]. The main analysis tools and test methods are shown in Figure 3. The complexity of semiconductor process is getting higher and higher, which also brings more difficulties to failure analysis. For example, the reduction of line width requires higher resolution of electron microscope, and the reduction of metal layer spacing increases the difficulty of sample preparation. Through the failure phenomenon, combined with the chip design and working principle, accurate information and data of the chip can be mastered, so that correct analysis and judgment can be made. The failure mechanism of general semiconductor chips after use can be divided into the following categories [14]. (1) There are defects in the chip design, which mainly reflect that the function of the chip cannot be realized. (2) The related failures of ontology, such as defects of semiconductor materials or problems of the substrate itself used in packaging. (3) Failure caused by process fluctuation. ① related failures of chip dielectric layer, such as gate oxide, intermetallic dielectric layer and other defects; ② There are defects between silicon substrate and SiO2 interface, such as Dislocation; ③ Metal corrosion of the metal interconnection layer at the back end of the chip caused by electromigration of metal or pollution containing halogen and halide; ④ Short circuit or open circuit caused by pin connection caused by unreasonable packaging process parameters. (4) The failure introduced by the test is mainly caused by the Overkill of the chip caused by the unreasonable setting of the test vector voltage.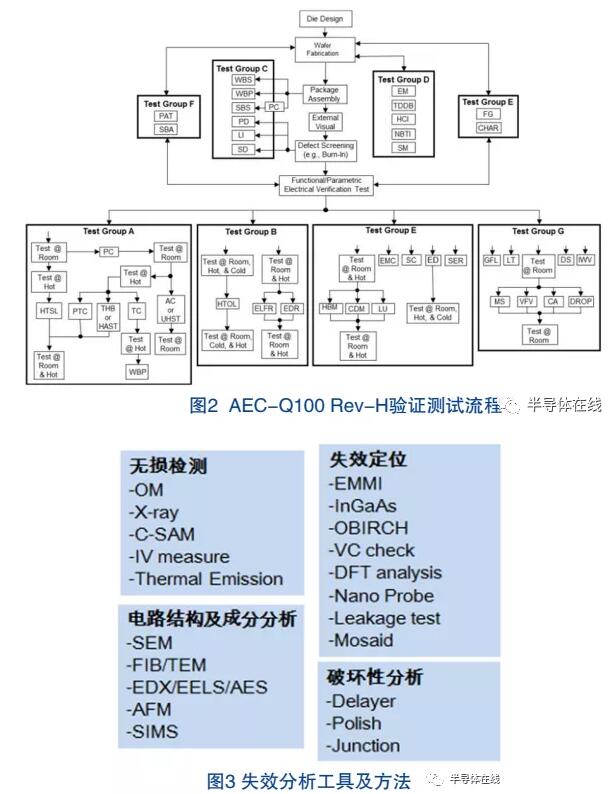
3 analyse The safety and reliability of the gauge chip are its primary consideration, which is not only reflected in the chip design and development stage, but also particularly important in the test screening and reliability verification. Its broad market prospect makes more chip suppliers begin to enter this field and join the industrial planning of car gauge chips. Combined with the requirements of supply chain quality management standard IATF16949 and AEC-Q100 reliability, the current process and system of car gauge chip verification need to be improved. (1) It is necessary for technical experts (whole car, chip design, manufacturing, packaging and chip testing, etc.) to establish a set of more professional, standardized and flow-oriented standards for the establishment of standardization system of car gauge chips. (2) The verification of chip reliability needs to be more comprehensive, and the reliability of products needs to be designed and manufactured. (3) The aging test needs to be more efficient. The car gauge chip can remove early failure devices by 100% aging, which will highlight the role of aging test when the Weibull distribution parameter β is less than 1, that is, the early failure rate shows a significant downward trend. On the premise of eliminating the early failure of chips, the shorter the aging test time, the better. (4) The analysis of the root cause of the failed chip needs to form a closed loop. In particular, it is necessary to find out the failed chips that are missed because the card control of process manufacturing parameters is unreasonable or the test coverage is not comprehensive enough, because it may bring batch problems. Different failure cases need data collection and comprehensive analysis from the aspects of chip design, process manufacturing, package testing, device use, etc., to find out the root cause of failure and then feed back to form solutions. At the same time, the chip manufacturing line needs to apply more active professional monitoring technologies, such as CPK technology, SPC technology and PPM technology, which can analyze and predict the production capacity and process stability [15]. 4 ConclusionIn practical work, problems of TSP data preparation and TSP data visualization are often encountered. Based on practical work experience, this paper summarizes the above two methods of making TSP data visualization to solve TSP data processing problems.
Disclaimer: This article is reproduced from "Semiconductor Online". This article only represents the author's personal views, and does not represent the views of Sacco Micro and the industry. It is only for reprinting and sharing to support the protection of intellectual property rights. Please indicate the original source and author when reprinting. If there is any infringement, please contact us to delete it.
Company Tel: +86-0755-83044319
Fax/fax:+86-0755-83975897
Email: 1615456225@qq.com
QQ: 3518641314 Manager Li
QQ: 332496225 Manager Qiu
Address: Room 809, Block C, Zhantao Technology Building, No.1079 Minzhi Avenue, Longhua New District, Shenzhen